照明の選定方法
近年、製造技術の発達により様々な製品を短時間で大量生産できるようになったことで、
「製品検査」は高精度化の要求、検査速度や新人教育の難しさから、人による目視検査だけでは追いつかなくなりつつあります。
目視検査に代わり、産業用カメラ・レンズで撮像した画像データから製品の不良の有無等を検査するマシンビジョン(画像処理装置)への置き換えが進んでいます。
マシンビジョンは24時間稼働でき、プログラム通り動くので検査結果のばらつきが少なくなる等多くのメリットがありますが、
単純にカメラを設置すればよい、というものではありません。
実は人の目は優秀で、製品との距離や見る角度によって常にピントを合わせることができ、
明るいところから暗いところまで一度に認識しやすく、俯瞰して全体を見たり、近づいて狭い範囲を見たりと柔軟に対応することができます。
対してマシンビジョンでは、多くの場合、運ばれてきた製品を固定されたカメラ・レンズ・照明によって、
たった一枚の画像を取得し、そこに不良箇所がはっきりと写し出されていないと正しく合否を判定することができません。
逆に検査に不要な特徴をできるだけ目立たせないよう考慮して、必要な位置に最適なカメラ・レンズ・照明を選定、
配置することで「見たいものが見えている良い画像」を取得することがマシンビジョンを安定して運用するための最初の一歩となります。
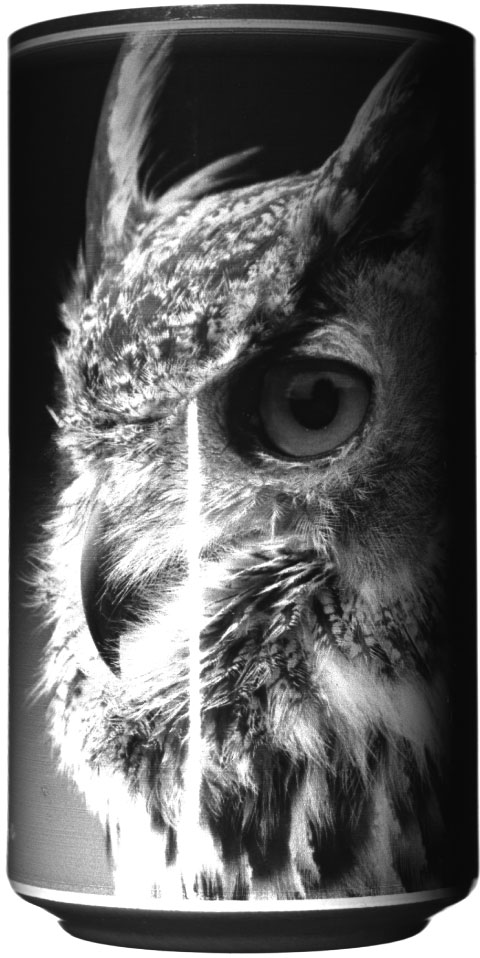
良い画像とは?

鳥の写真がプリントされた円筒形状の缶があります。
これをレンズ+カメラ+照明を組み合わせて画像を撮ってみます。
良い画像と悪い画像の違いはどこにあるでしょうか?
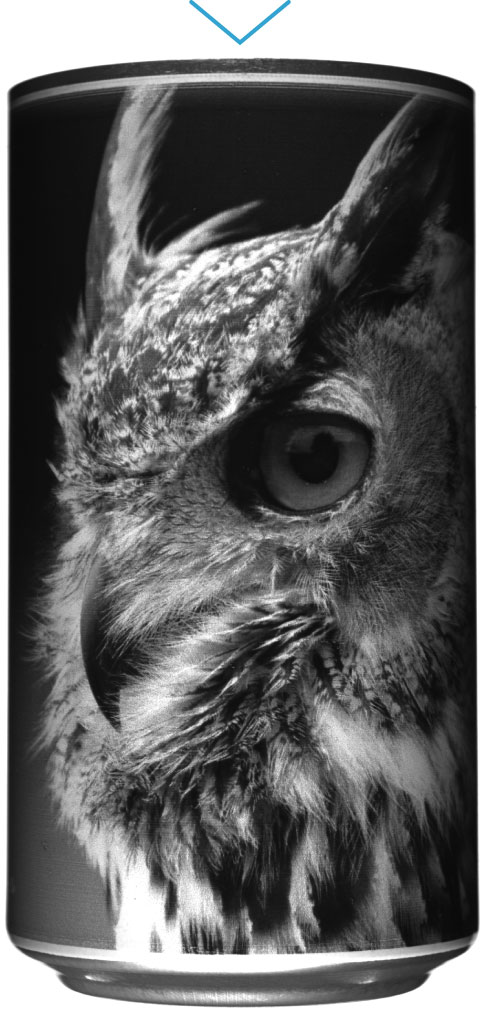
VSTが考える良い画像の条件は大きく分けて4つあります。
- ❶ 分解能
- ❷ フォーカス
- ❸ コントラスト
- ❹ 明るさの均一性
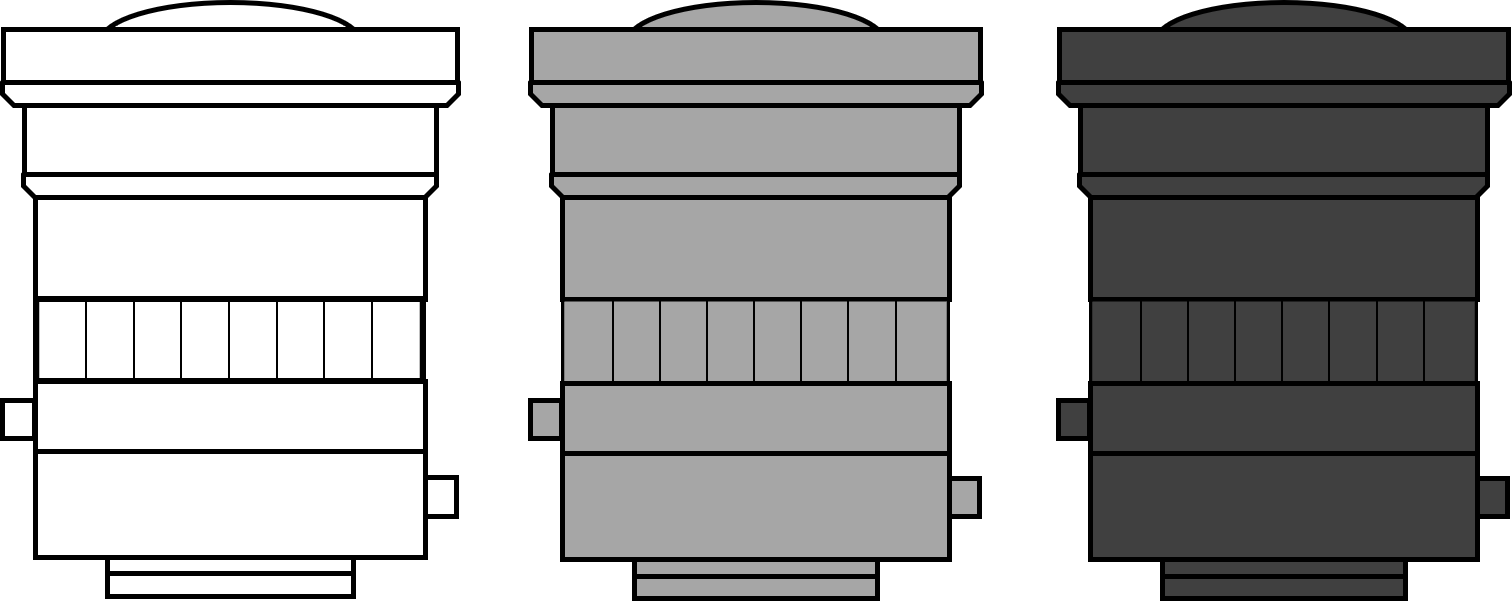
良い画像を得るため、
カメラ+レンズ+照明で重要な4つのことをNG例から見てみましょう。
-
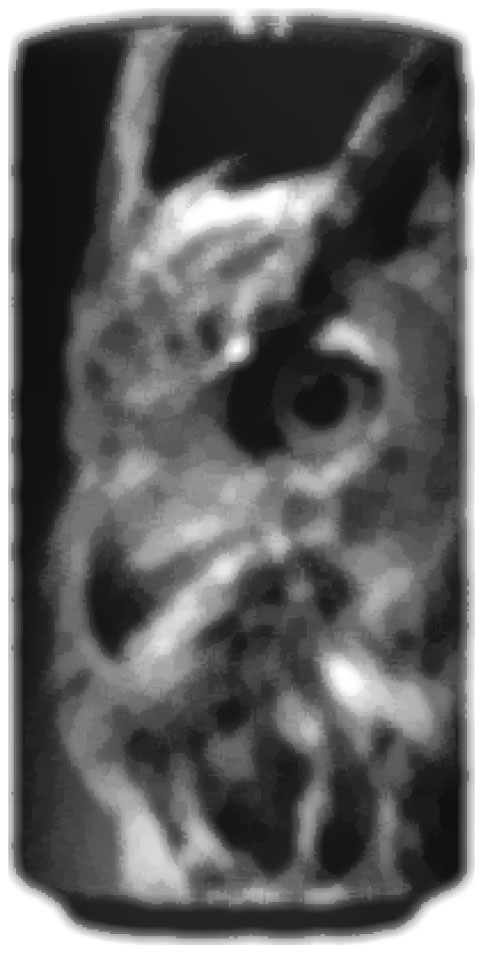
❶ 分解能
分解能(解像度)が悪いと「見たいものが見えない」ことに繋がります。
良い画像にするには
検出したい精度に合った解像度のカメラ・レンズを選ぶこと。
-

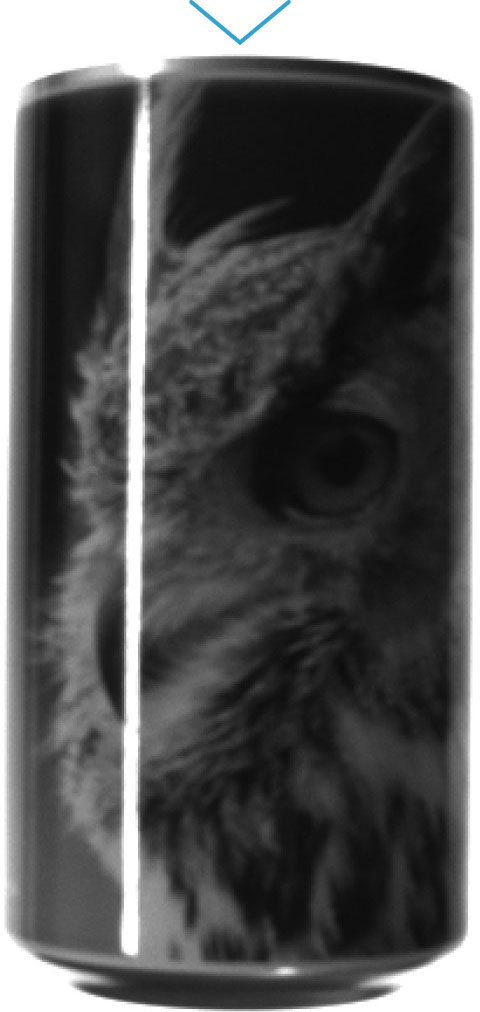
❷ フォーカス
フォーカスが合っていないと、全体的にぼんやりとした画になります。
良い画像にするには
絞りや照明の明るさなどで被写界深度を調整し、対象物にフォーカスを合わせることが基本となります。(わざとボカシて撮像する場合もあり)
-
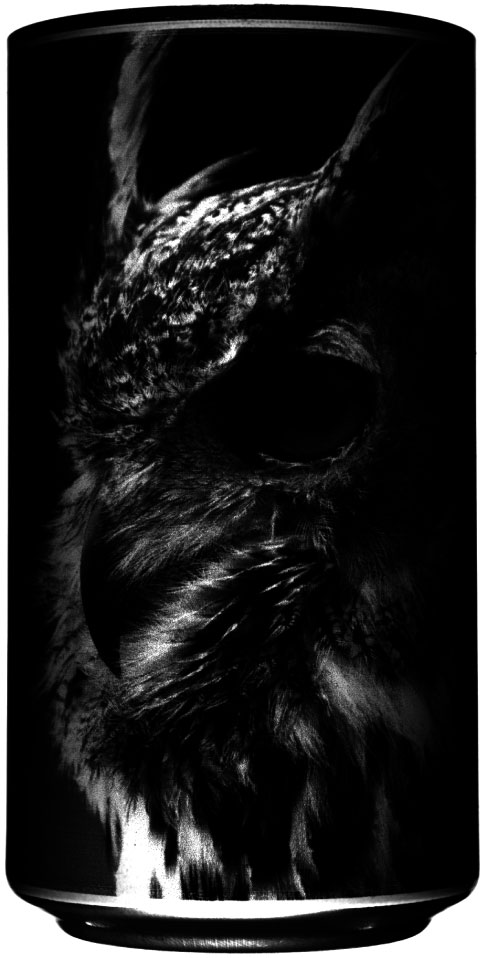
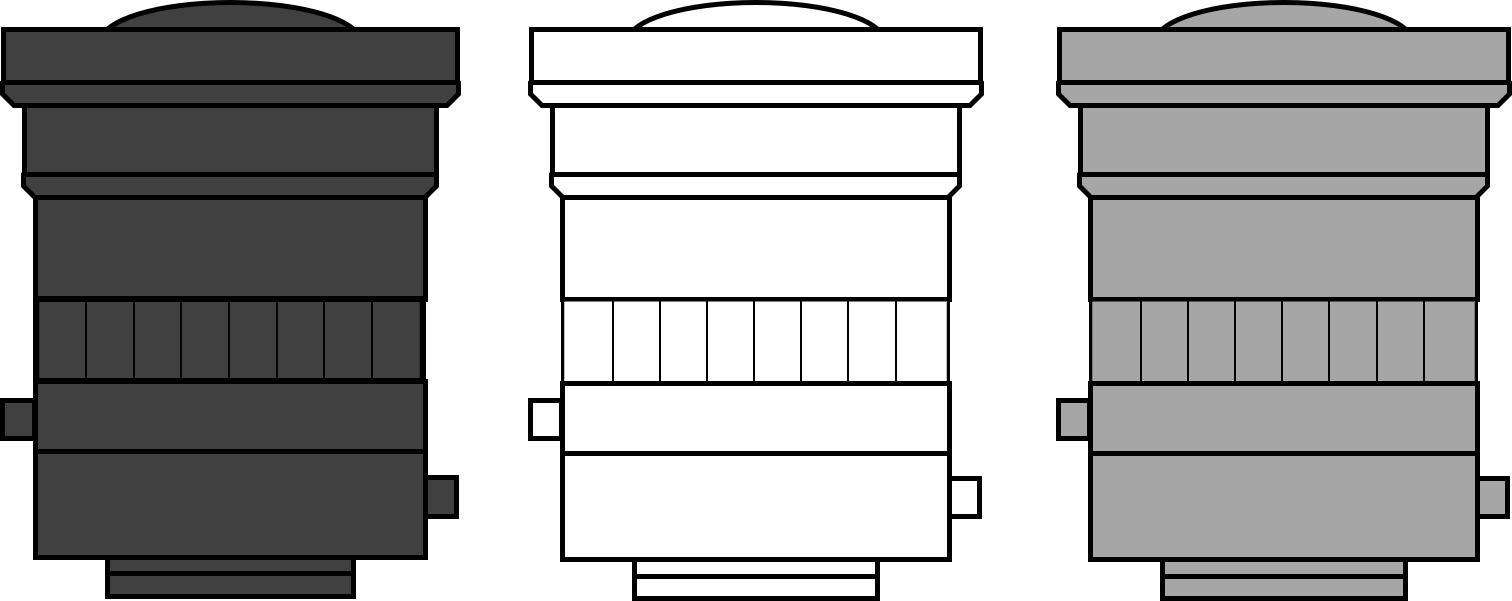
❸ コントラスト
白と黒の明暗が取れておらず、画像がはっきりしません。
良い画像にするには
照明の明るさやカメラのシャッタースピードを調整し、強調したい部分、したくない部分をはっきりさせること。
-
❹ 明るさの均一性
上下左右で照明の当たり方が不均一になっていて、一部照明が写りこんで明るくなりすぎています。
良い画像にするには
対象物に合った照明を、適切な位置から照射すること。


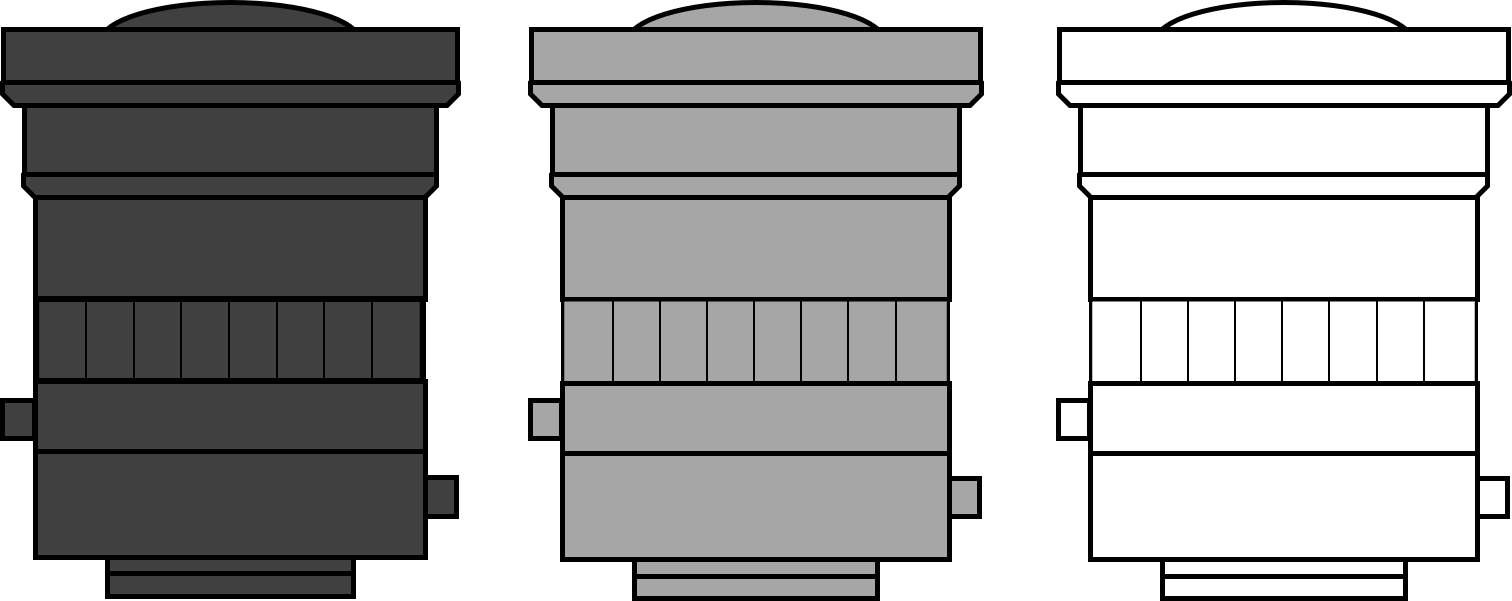
- ❶ 分解能
- ❷ フォーカス
- ❸ コントラスト
- ❹ 明るさの均一性
4つを総合的に意識することで
左のような良い画像を得ることができます。
光の色と物体の色の関係
対象物の色に対して何色の照明を当てるかによって、得られる画像が変わります。
光の三原色
色の中で最も基本的な三色で、赤、緑、青のことです。
英語ではRed、Green、Blueであり、その頭文字をとってRGBと表現されます。
三色の光を同じ割合で混ぜると白い光になります。
蛍光灯などの屋内照明や太陽光が白く見えるのは、様々な色の光がバランス良く混ざっているためです。
また、RGBのバランスをコントロールすることでほぼすべての色を作り出すことができます。
物体の色の見え方
物体の色は太陽などの光源から物体に届いた光のうち、物体が吸収せずに反射した光の色で決まります。
(例1)
赤いリンゴに白い光を当てた場合、青と緑を吸収し、赤だけを反射するため赤く見えます。
赤いリンゴに緑の光を当てた場合、緑を吸収するため反射する色がなく、黒っぽく見えます。
(例2)
黄色いバナナに白い光を当てた場合、青色を吸収し、赤と緑の光を混ぜて反射するため黄色く見えます。
黄色いバナナに青い光を当てた場合、青色を吸収するため、黒っぽく見えます。

物体の明暗は光の色で決まる
この性質を利用し、色のある物体に単色の照明を使用すると物体を「明るく写すか」「暗く写すか」をコントロールできます。
実際に、モノクロカメラを使用し、赤(R)緑(G)青(B)の対象物に対して、赤(R)緑(G)青(B)各色の照明を当てると下記のような画像が得られます。


このように、対象物の色を含む光源色を照射すると、対象物を明るく(白く)撮像できます。
反対に、対象物の色を含まない光源色を照射すると、対象物は暗く(黒く)撮像できます。
物体の不良(キズや汚れ)を「暗く / 明るく」写すかも同じ性質を利用します。
(例3)赤色の物体の青い汚れを検出する際に、赤色の照明を使用すると、物体を明るく、汚れを暗く捉え、コントラストの高い画像が得られます。
欠陥を浮かび上がらせる以外に、余分な背景や必要のないものを消すことも同様の考え方で照明選定できます。
※カラーカメラにはその特徴を活かすため、白色照明を用いることが多くなります。
光の波長
「光」とは電磁波という波の一種です。
このうち人間の目が捉えられる範囲を「可視光」と呼び、380nm-780nm(ナノメートル)くらいまでとなっています。
画像処理で使われる波長帯は可視光よりさらに広く、紫外線から赤外線の範囲内です。

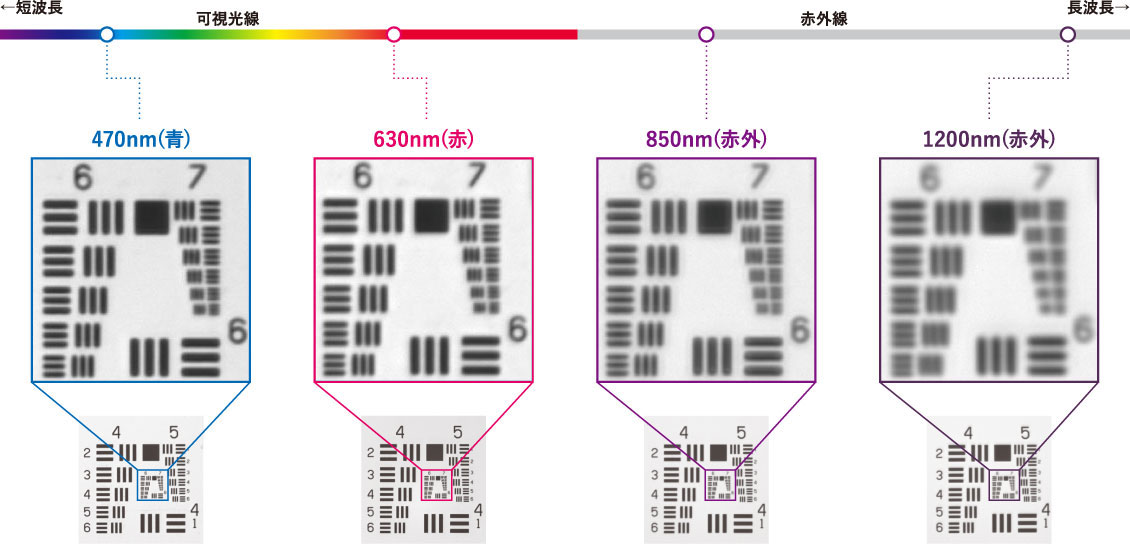
波長と解像力
その特徴はレンズでの屈折率の違いにも繋がり、特に高倍率のレンズの場合、
光源の波長の影響で画像の解像力差が顕著にでます。
δ(μm)=0.61 × λ / NA
(λ=波長、NA=レンズの開口数)
分解能は上記の式で表されますが、同じレンズ(同じNA)を使った場合は、
波長が長いほど分解能が大きくなる=細かく分解できなくなります。
小さいワークを高解像で撮像したい場合は、
照明の波長とレンズの開口数に注意して選定する必要があります。

紫外光と赤外光
人間の目に見えない波長の中で、可視光よりも短い波長は「紫外光」、長い波長は「赤外光」と言われます。
それぞれの波長では見えるものが異なるため、対象物によって波長を使い分けることが必要となります。
紫外光でとらえられる画像
蛍光体を含む特定の対象物は紫外光を照射すると、紫外光を吸収し、より長い波長の光を放出する蛍光現象(励起)を起こします。
これにより、可視光では認識しにくい対象物の位置を捉えやすくできます。
-
可視光
 ギアのどこにグリスが塗ってあるか分からない
ギアのどこにグリスが塗ってあるか分からない
-
紫外光(UV光)
 グリスが励起して、塗布部分がはっきり認識できる
グリスが励起して、塗布部分がはっきり認識できる
-
可視光
 パン粉の中に同色の異物が紛れており、可視光では判別できない
パン粉の中に同色の異物が紛れており、可視光では判別できない
-
紫外光(UV光)
 パン粉が励起し明るくなり、異物は励起せず暗く捉えることが可能
パン粉が励起し明るくなり、異物は励起せず暗く捉えることが可能
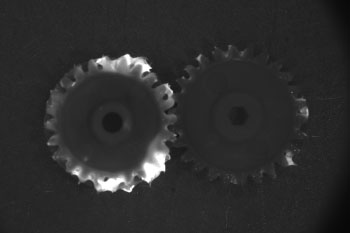
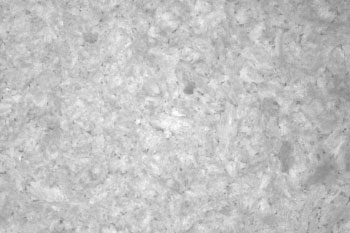
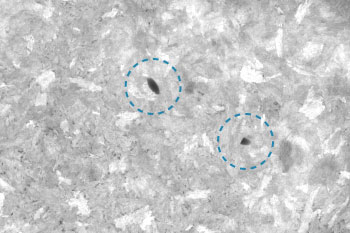
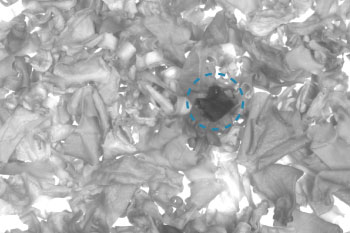
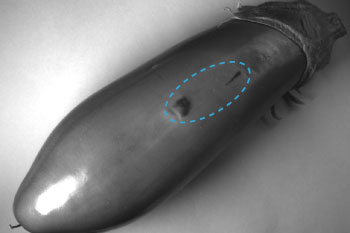
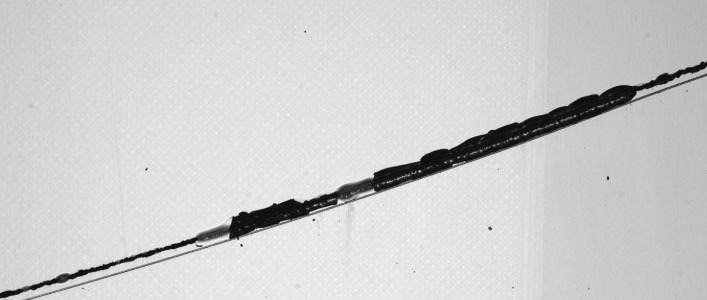
赤外光でとらえられる画像
特定の対象物を透過することができます。これにより、可視光では見えない対象物内の物質を検出できます。
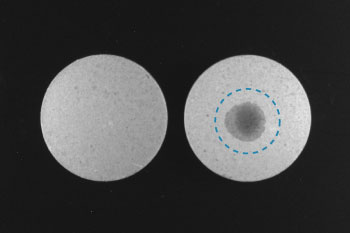
また、赤外光の特定の波長範囲では水分に吸収される性質があることから、周りよりも水分を多く含む箇所を暗く検出することも可能です
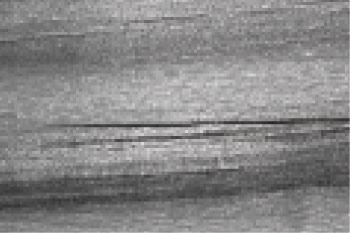
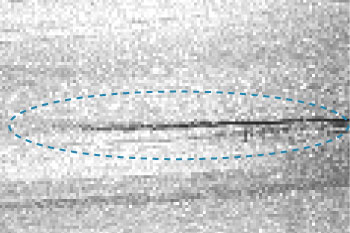
赤外透過:木目とヒビ割れの判別
-
可視光(青)
-
赤外光(IR光)
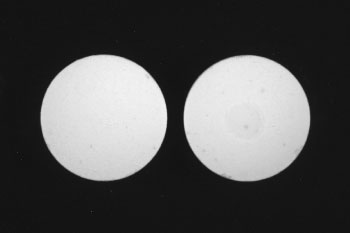
水分検出:タブレット菓子の水滴
-
可視光
-
赤外光(IR光)
赤外透過+水分検出❶:乾燥わかめの水滴
-
可視光

-
赤外光(IR光)
赤外透過+水分検出❶:ナスのキズ
-
可視光

-
赤外光(IR光)
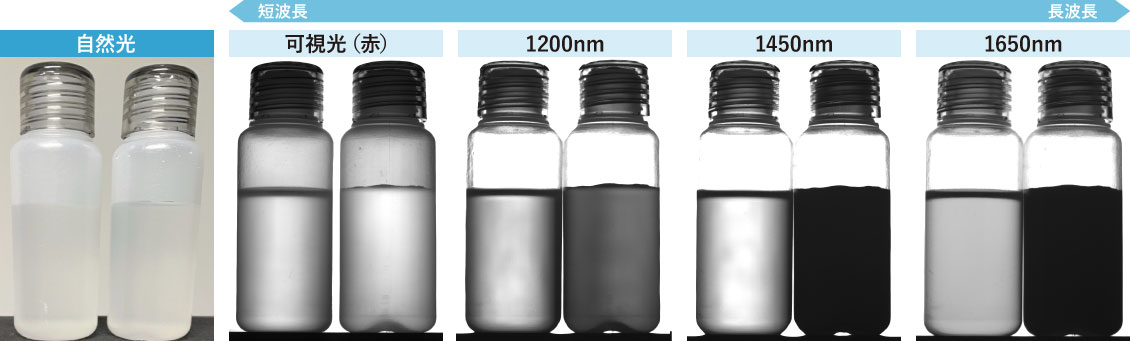
自然光・可視光では違いがないが
長波長になるにしたがって、水が黒く写り、
違いがはっきりする。
明視野と暗視野
紙や表面処理していない木材のようにざらざらとした反射率の低いワークは、光をどこから当てても同じように明るく捉えられます。
それに対して鏡や表面を磨いた金属・ガラスのようにツヤツヤとして反射率の高いワークは光をどこから当てるかで全く違う画像になります。
検査したい不良部を明るく(白く)捉えたいか、暗く(黒く)捉えたいかで照明の当て方を変える必要があります。
暗視野:ワークに照射した光の拡散反射光を捉えること。また、アクリル板などの半透明の物体を透過してくる拡散透過光を捉えること。
-
明視野 / 照明:スポット同軸照明

-
暗視野 / 照明:ローアングルリング照明
-
明視野 / 照明:面照明

-
暗視野 / 照明:ローアングルリング照明
-
暗視野 / 照明:無影リング照明

-
明視野 / 照明:ボックス同軸
-

-
暗視野 / 照明:バー照明

照射立体角
ワーク表面に凹凸がある場合は下記のパターンで撮像できます。
①凹凸を不良として目立たせたい時
②凹凸自体は不良ではなく、他の汚れなどを検出したいため、凹凸を目立たせたくない時
①と②では全く異なる結果を得ることが必要ですが、それは「照射立体角」を調整することで可能になります。
照射立体角とは物体のある点に対して入射してくる光の角度の広さを表し、照射立体角の大小で凹凸の見え方の制御ができます。
①凹凸を目立たせたい場合 → なるべく発光面が小さい照明を遠くに設置することで実現できます。(照射立体角が小さい)
②凹凸を目立たせたくない場合 → 発光面の大きい照明を近くに設置することで目立ちにくくなります。(照射立体角が大きい)
バックライトで対象のシルエットを捉える場合においても重要な検討事項となります。
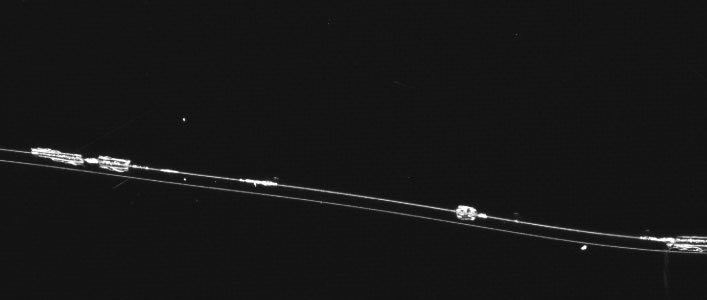
-
照射立体角が大きい
金属ワークの打コンが見えない
- ドーム照明+同軸照明をワークの近くから照射

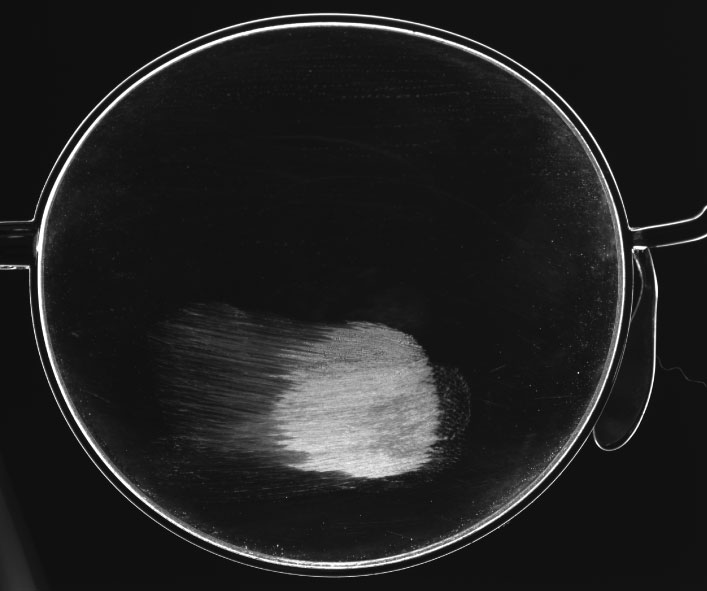
-
照射立体角が小さい
凹凸が強調され、打コンを抽出可能に
- 同軸照明をワークから離れた位置から照射

-
照射立体角が小さい
凹凸が目立つので異物が見えない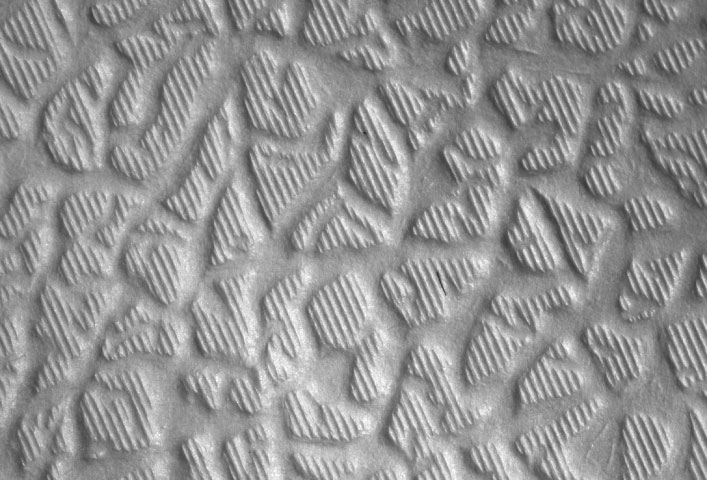
- 細いバー照明を斜めから照射

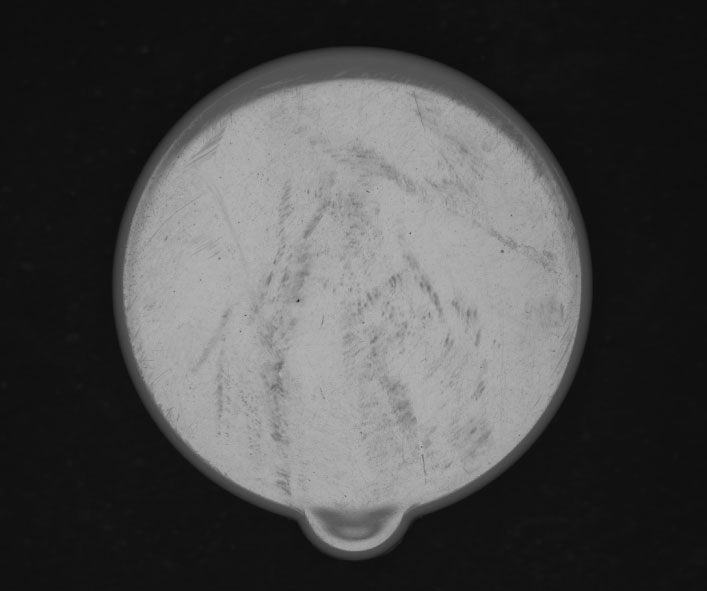
-
照射立体角が大きい
凹凸を消して、異物を抽出
- ドーム照明をワークの近くから照射

-
照射立体角が大きい
バックライトで撮像した際、光の回り込みが発生し、
シルエットをうまく捉えられていない。
- ワークより大きなサイズのバックライトをワークの近くから照射

-
照射立体角が小さい
光の回り込みが少なく、シルエットをはっきりと認識することが
できるため寸法計測などに適している。
- ワークより少し大きく写るサイズのバックライトをワークから離れた位置から照射

以上のように、照明の色・種類・サイズ・設置方法によって対象物の見え方は変化するため
その選定はカメラ・レンズと合わせて非常に重要です。
ヴイ・エス・テクノロジーでは実際の対象物での検証が可能ですのでご相談ください。
